工业自动化是现代工业发展的重要方向,而机器视觉作为其核心技术之一,在提升生产效率、质量控制和安全性方面发挥着越来越重要的作用。本文将从多个角度探讨机器视觉在工业自动化中的应用,分析其关键技术、应用场景以及未来发展趋势。

提高生产效率
机器视觉在工业自动化中的首要应用之一是提高生产效率。通过视觉传感器和智能算法,机器视觉系统能够实时监测生产线上的物料流动、产品组装过程以及设备运行状态。例如,在汽车制造中,机器视觉可以用于检测零部件的装配位置和正确性,大大减少了人工干预的需要,加快了生产速度和节约了人力成本。
机器视觉还能够实现产品的自动分拣和包装,提高了整体生产线的效率和稳定性。通过高速图像处理和智能算法,系统可以快速识别和分类不同的产品类型,并自动进行下一步的处理,大幅提升了生产线的处理能力和效率。
质量控制与缺陷检测
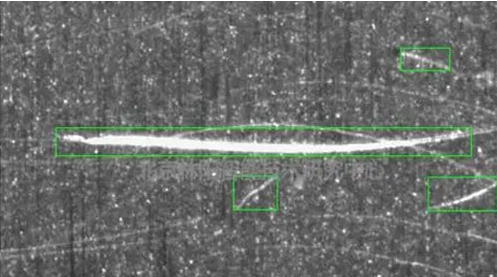
在工业制造过程中,产品质量控制和缺陷检测是至关重要的环节。传统的质检方式往往依赖于人工目视检查,存在效率低、主观性强等问题。而引入机器视觉技术后,能够实现高精度、高效率的质量控制和缺陷检测。
机器视觉系统可以利用图像处理和模式识别技术,对产品表面进行快速扫描和分析,检测出细微的瑕疵和缺陷,如裂纹、破损、色差等。这不仅有助于提高产品的整体质量水平,还可以有效降低因质量问题而导致的成本和资源浪费。
智能化的生产管理
随着工业智能化进程的推进,机器视觉在智能生产管理中的应用也越来越广泛。通过实时的数据采集和分析,机器视觉系统可以为生产计划、物料管理和设备维护等提供重要支持。例如,通过分析生产线上的实时图像数据,系统可以预测设备的故障风险,提前进行维护和修复,避免因设备停机而导致的生产中断和损失。
机器视觉还可以与其他智能化技术如物联网(IoT)和大数据分析相结合,实现生产过程的全面监控和优化。通过建立智能化的生产管理系统,企业可以实现生产过程的高度透明化和自动化,提升整体竞争力和市场响应能力。
机器视觉作为工业自动化的重要技术,不仅提升了生产效率、优化了质量控制和实现了智能化的生产管理,还为工业企业带来了巨大的经济效益和竞争优势。未来,随着技术的不断进步和应用场景的扩展,机器视觉在工业自动化中的应用前景将更加广阔,有望在各个领域发挥更大的作用。