在现代制造业中,工业机器视觉技术已经成为提升生产效率和产品质量的关键工具。它通过先进的图像处理和分析技术,能够自动检测和识别装配线上的各种组件和缺陷,从而有效地降低人为错误和提高生产精度。工业机器视觉的应用不仅提升了生产线的智能化水平,还为制造业的自动化和数字化转型提供了强大的技术支持。接下来,我们将详细探讨工业机器视觉在装配线上的具体应用。
提高产品检测精度
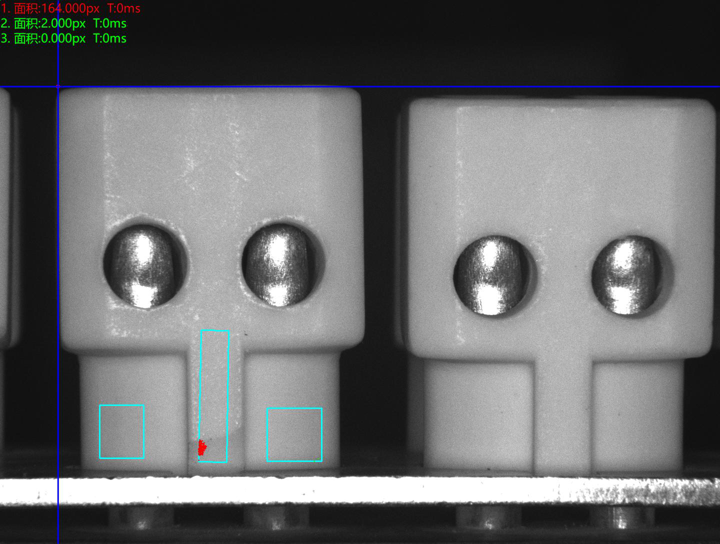
在装配线上,产品质量检测是确保最终产品符合标准的关键环节。传统的人工检测不仅效率低下,而且容易受到主观因素的影响。工业机器视觉系统能够通过高分辨率的相机和先进的图像处理算法,实现对产品的自动检测。这些系统可以对产品的尺寸、颜色、形状等多个方面进行实时监控,并通过对比预设的标准,准确识别出不符合要求的产品。
例如,某电子产品制造商引入了机器视觉系统后,能够在生产线上实时检测每一个电子元件的焊接质量,显著提高了不良品的检测率。根据相关研究,机器视觉系统能够将检测精度提高至99%以上,远超人工检测的水平。这不仅减少了次品率,也降低了因质量问题带来的返工和召回成本。
优化装配过程
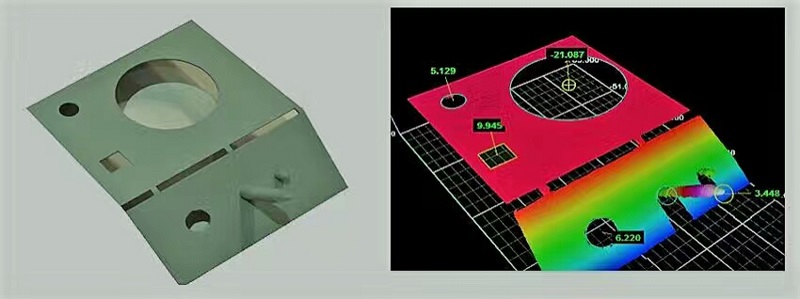
装配过程中的误差往往会影响到最终产品的性能和可靠性。机器视觉系统通过实时监控装配线上的每一个步骤,能够及时发现并纠正装配过程中的错误。例如,在汽车制造中,机器视觉系统可以监控每个零部件的装配位置,确保其正确安装到位。这种自动化的精确检测和调整,可以大大减少由于装配不当导致的质量问题。
机器视觉系统还可以通过数据分析,优化装配线的操作流程。通过对大量生产数据的分析,系统能够识别出影响生产效率的瓶颈环节,从而提出改进建议。这样的数据驱动的优化方式,有助于提升整体生产效率和产品质量。
实现自动化和智能化
工业机器视觉系统在实现生产线的自动化和智能化方面发挥了重要作用。传统的生产线依赖人工操作和监控,容易出现操作失误和效率瓶颈。而引入机器视觉系统后,可以实现对生产过程的全面自动化监控和控制。这不仅减少了对人工操作的依赖,还提高了生产线的稳定性和可靠性。
例如,某家制造企业在引入机器视觉系统后,通过与机器人协作,实现了整个装配过程的自动化。机器视觉系统负责实时监测和调整,机器人则负责精准的操作和装配。这样的协作模式使得生产线的自动化水平大幅提升,同时也为企业节省了大量的人力成本。
提升生产线灵活性
生产线的灵活性对于应对市场需求的变化至关重要。传统的生产线往往需要手动调整和重新设置,导致生产效率下降。机器视觉系统则通过其高度的灵活性和适应性,能够快速适应不同的生产任务。例如,当生产线需要切换到不同规格的产品时,机器视觉系统可以快速识别新的产品类型,并调整检测和装配参数,从而保证生产的连续性和效率。

这种灵活性使得生产线能够快速响应市场需求的变化,适应不同的生产任务,从而提高了生产线的综合竞争力。
工业机器视觉技术在装配线上的应用具有显著的优势,它不仅提高了产品检测的精度,优化了装配过程,还推动了生产线的自动化和智能化发展,提升了生产线的灵活性。随着技术的不断进步,未来机器视觉系统将在制造业中发挥更大的作用,推动生产效率和产品质量的进一步提升。企业应积极探索和应用这一技术,以应对日益复杂的生产挑战和市场需求。