在现代工业生产中,机器视觉技术正以其高效、精确和多功能的特点,深刻影响着自动化生产线的发展与运作。从简单的质量控制到复杂的过程优化,机器视觉技术在不断扩展其应用领域,成为现代工业自动化不可或缺的一部分。
质量检测与保证
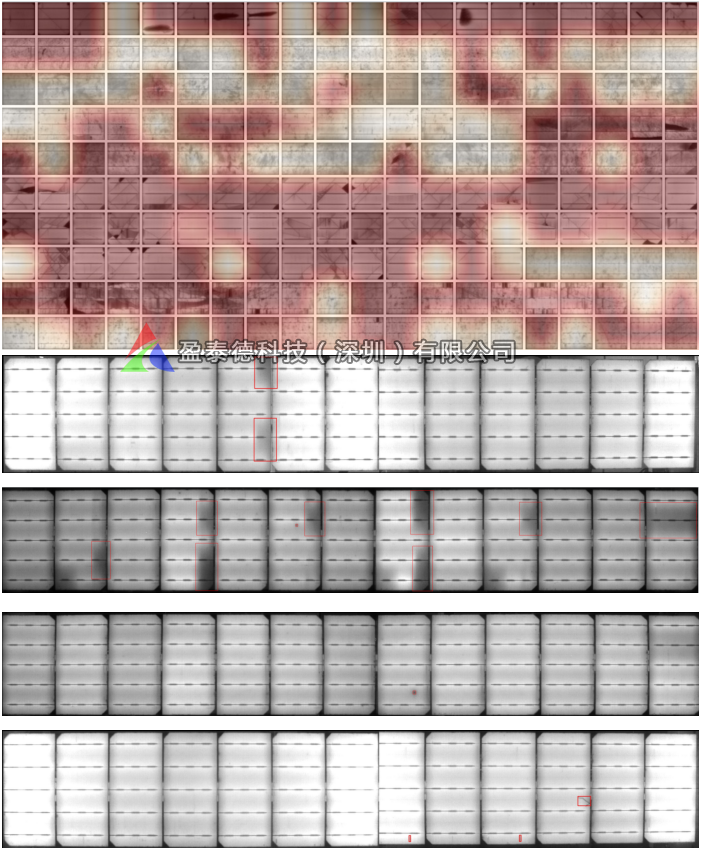
机器视觉在自动化生产线中的首要作用之一是质量检测与保证。传统的质检方式往往依赖于人工目视,这不仅效率低下,而且容易因人为因素而产生误差。通过机器视觉系统,生产线能够实时、精确地检测产品的各项质量指标,如尺寸、形状、颜色等。例如,在汽车制造中,机器视觉可以检测零件的表面缺陷或装配的正确性,确保每个产品都符合严格的质量标准。研究表明,引入机器视觉系统后,产品的缺陷率显著下降,大大提升了产品的质量和市场竞争力。
机器视觉技术还能通过实时数据分析,对生产过程中的异常情况进行及时预警和处理,进一步提升了产品质量的稳定性和一致性。
生产效率的提升
除了质量控制,机器视觉技术在提升生产效率方面也发挥着重要作用。自动化生产线通常需要高速运作,而机器视觉系统能够以超高速度进行图像识别和处理,实现对生产过程的实时监控和反馈。例如,在食品包装行业,机器视觉系统可以快速识别不同包装的标签和条码,有效减少了人工扫描和确认的时间成本,同时提升了包装线的运作效率和处理能力。
机器视觉还能通过自动化的产品分类和分拣,实现工厂内物流的优化和加速,进一步缩短了生产周期和交货时间。这种高效率的运作不仅降低了生产成本,还提高了工厂的整体生产能力和灵活性,使企业能够更快速地响应市场需求变化。

人机协作与安全保障
随着工业机器人的普及和发展,机器视觉技术在人机协作和安全保障方面也展现出了独特的优势。在自动化生产线中,机器视觉系统能够实时识别并跟踪人员或物体的位置和动态,通过智能算法实现安全区域的划分和监控,有效避免了人机碰撞或工作环境的安全隐患。这种技术不仅保障了工人的安全,还提升了工作环境的整体可靠性和稳定性。
机器视觉还能支持智能化的人机交互界面设计,使操作员能够更直观、高效地与自动化设备进行互动和控制,降低了对技术熟练度的依赖,进一步提升了工作效率和生产质量。
机器视觉技术在自动化生产线中的作用是多方面而深远的。它不仅通过提升质量控制、提高生产效率和优化人机协作,实现了生产过程的智能化和精细化管理,同时也为工业企业在全球市场竞争中赢得了先机。随着技术的不断发展和应用场景的扩展,未来机器视觉技术有望进一步融入更广泛的工业应用领域,为工业4.0时代的到来奠定坚实的基础。