机器视觉技术在车间管理中的应用越来越受到关注,它不仅提高了生产效率,还在质量控制、资源优化等方面发挥了重要作用。随着工业4.0时代的到来,车间管理的智能化和自动化成为了发展的趋势,机器视觉技术的引入为车间管理提供了全新的解决方案。本文将探讨机器视觉如何通过多方面的应用实现高效的车间管理,并分析其带来的实际效益。
实时监控与质量控制
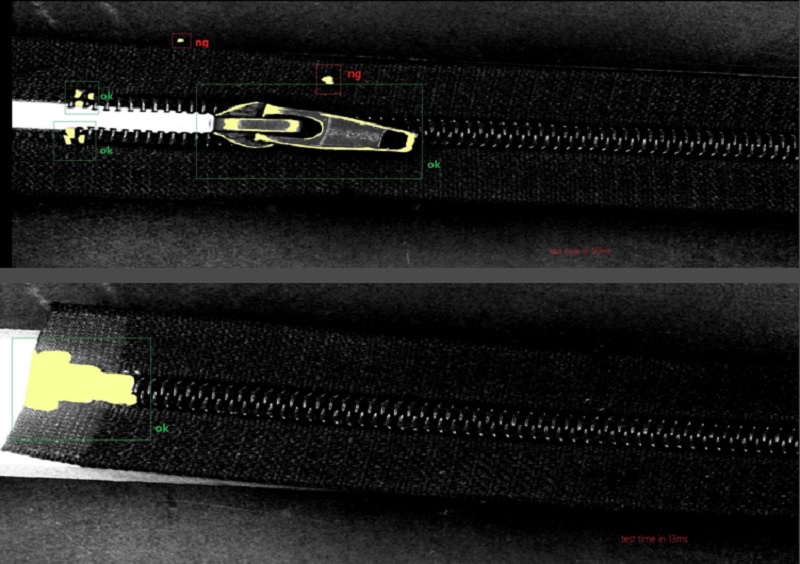
在车间管理中,实时监控和质量控制是最为关键的环节之一。机器视觉系统能够通过高清摄像头和先进的图像处理算法,实时监测生产线上的每一个工序。这种技术不仅能迅速捕捉到产品在生产过程中可能出现的缺陷,还能在第一时间进行反馈,从而减少了人工检测的遗漏和延迟。

例如,某汽车制造企业引入机器视觉系统后,实现了自动化的零部件质量检测。系统通过对零部件表面缺陷的图像分析,能够识别出微小的划痕和凹陷,并将结果与设定的标准进行比对。相比传统人工检查,机器视觉不仅提高了检测精度,还大大缩短了检测时间,提高了生产效率。
生产过程优化
机器视觉技术的另一个重要应用是生产过程的优化。通过对生产线的实时监控,机器视觉系统能够识别生产过程中的瓶颈和异常,从而帮助管理者进行及时调整。例如,在一条高速生产线中,机器视觉系统可以实时分析每个工位的生产效率,识别出生产速度不一致的原因,如设备故障或工人操作不当,并提供改进建议。
机器视觉系统还能够监测生产过程中物料的使用情况。通过对原材料和成品的自动检测,系统能够实时记录物料的消耗量,并将数据上传至中央管理系统。这种数据驱动的管理方式能够有效降低物料浪费,提升生产资源的使用效率。
自动化仓库管理
在车间管理中,仓库管理也是一个重要的组成部分。机器视觉技术可以帮助实现自动化仓库管理,提高库存管理的准确性和效率。通过在仓库中安装摄像头,系统可以实时跟踪库存物品的位置和数量,自动生成库存报表,并进行智能补货建议。
例如,某制造企业利用机器视觉系统进行自动化仓库管理,系统可以自动识别和分类库存物品,并根据销售数据预测未来需求。这样不仅减少了人工盘点的工作量,还降低了库存管理的错误率,提高了仓库的运作效率。
设备故障预测与维护
机器视觉技术在设备故障预测与维护方面也发挥了重要作用。系统通过对设备运行状态的实时监测,能够分析设备的工作状况,预测可能出现的故障。例如,通过对设备振动、温度等数据的图像分析,系统可以识别出异常现象,如过度磨损或零部件松动,从而提前预警。
这种预测性维护的方式相比传统的定期检修,能够更准确地定位故障问题,并在故障发生前进行修复,避免了生产停机带来的损失。研究表明,通过机器视觉进行设备故障预测,能够将设备的停机时间减少30%以上,从而提升了生产线的整体运行效率。
人机协作与安全管理
机器视觉技术还在车间的人机协作和安全管理方面发挥了积极作用。在车间中,机器视觉系统可以与机器人协同工作,优化生产流程和任务分配。例如,机器人可以根据视觉系统提供的实时数据调整操作策略,从而提高生产灵活性和效率。
机器视觉系统能够监测车间内的安全状况,实时检测工人是否佩戴了必要的安全装备,如安全帽和护目镜。如果发现工人未按规定佩戴安全装备,系统可以立即发出警报,提醒工人进行整改,从而有效减少安全隐患。
机器视觉技术在车间管理中的应用展示了其强大的功能和潜力。通过实时监控与质量控制、生产过程优化、自动化仓库管理、设备故障预测与维护,以及人机协作与安全管理等多个方面,机器视觉显著提升了车间管理的效率和准确性。未来,随着技术的进一步发展,机器视觉将在更多领域发挥更大的作用,为车间管理带来更加智能化的解决方案。企业应积极探索和应用机器视觉技术,以实现更高效的车间管理和生产优化。