机器视觉自动检测技术是一种利用计算机视觉和图像处理技术,对产品进行自动化检测的技术。这种技术通过高精度的相机和图像传感器捕捉产品的图像,然后利用图像处理和分析算法对图像进行处理,以检测产品的各种缺陷和特性。相比传统的人工检测方法,机器视觉自动检测技术具有以下优势:
高精度:机器视觉系统的检测精度可以达到微米级,远超人眼的识别能力,确保了产品质量的稳定性和一致性。
高效率:机器视觉检测系统可以在毫秒级完成图像采集、处理和分析,实现在线实时监控,大大降低了人工检查的时间成本和误检、漏检的风险。
自动化与智能化:机器视觉技术可以模拟和扩展人类视觉功能,利用图像处理、机器学习等技术对目标进行识别、测量和判断,实现自动化、智能化的质量管控。
定制化解决方案:针对不同行业和企业的具体需求,机器视觉检测技术提供商可以提供定制化的解决方案,确保检测结果的准确性和可靠性。
机器视觉缺陷检测
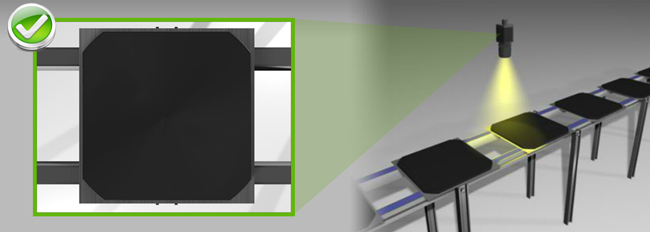
机器视觉缺陷检测是机器视觉自动检测技术的一个重要应用领域,主要目的是通过图像处理和分析技术来检测和识别产品中的各种缺陷,以确保产品的质量符合标准。常见的缺陷检测内容包括:
表面缺陷:检测产品表面的缺陷,如划痕、凹陷、裂缝、污点等。通常通过图像分割、形态学操作、边缘检测等算法来识别和定位缺陷。
形状缺陷:检测产品的形状是否符合规定要求,例如测量产品的长度、宽度、高度等参数,检测是否存在形状偏差或变形等问题。
变色缺陷:检测产品颜色是否均匀、准确,是否存在色差、色斑等问题。通常采用颜色分析和色差检测算法进行检测。
异物检测:检测产品中是否存在异物,如杂质、异色物体等。通过灰度分析、背景建模、形态学操作等方法进行检测和分析。
缺陷分类:除了检测缺陷的存在,还可以对不同类型的缺陷进行分类和识别。例如,将产品的缺陷分为大、中、小缺陷,或者根据缺陷的特征进行分类,以便更好地进行后续处理。
应用领域
机器视觉缺陷检测技术广泛应用于多个行业,包括但不限于:
制造业:在钢铁冶金、有色金属加工、高精铜板带、铝板带、铝箔、不锈钢制造等领域,机器视觉检测技术被广泛应用于产品表面缺陷的检测。
电子行业:在半导体芯片制造过程中,机器视觉检测系统能够实现对芯片表面的高精度检测,确保芯片的质量。
食品行业:机器视觉检测技术被用于食品的外观检测、杂质检测和包装识别等,确保食品的质量和安全性。
医药行业:机器视觉检测技术用于检测药品包装的密封性、有无混药、标签和批次信息等,确保药品的质量和安全性。

纺织和服装:纺织和服装行业借助机器视觉的缺陷检测来确保产品质量。它可以检测织物的线头、破洞、染色问题以及服装制品的裁剪准确性、缝纫质量等。
未来发展趋势
更高效的图像处理算法:随着图像处理技术的不断发展,机器视觉检测系统将能够更快速地处理和分析图像数据。
更智能的检测能力:深度学习等人工智能技术的不断应用,将使机器视觉检测系统具备更强的自适应能力和学习能力。
更广泛的应用领域:随着制造业的不断发展和升级,机器视觉检测技术将应用于更多领域和场景。
机器视觉自动检测技术和机器视觉缺陷检测在现代工业生产中发挥着重要作用,不仅提高了检测效率和精度,还为产品质量提供了有力保障。随着技术的不断进步,这些技术将在更多领域得到应用和发展。