机器视觉系统在产品检测中发挥着至关重要的作用,主要体现在以下几个方面:
1. 提升检测精度:
机器视觉系统能够对产品进行高精度的检测,能够发现微小的缺陷。通过深度学习和人工智能的融合,机器视觉技术能够自动学习和提取图像中的特征,实现对产品缺陷的准确识别和分类,这种基于数据驱动的方法极大地提高了检测的精度和准确性。
2. 提高检测效率:

相比传统的人工检测方法,机器视觉检测可以实现自动化、连续的检测,大大提高了检测效率。机器视觉系统可以快速地完成大量的检测任务,减少人力成本和时间成本。例如,在汽车零部件检测中,机器视觉系统能够在短时间内对大量零部件进行快速检测,从而缩短生产周期,提高整体生产效率。
3. 实现全面检测功能:
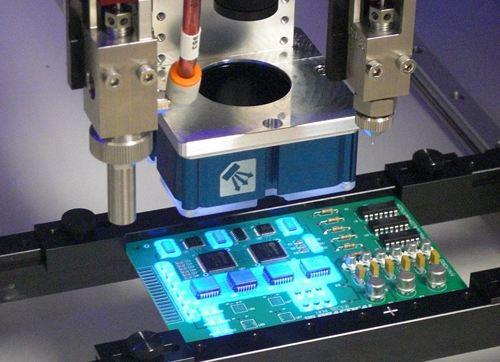
机器视觉系统具备多种检测功能,包括外观缺陷检测、尺寸测量、视觉定位等。它可以检测产品表面的划痕、破损、瑕疵等缺陷,还可以自动在线测量产品的外观尺寸,如外形轮廓、孔径、高度等,以确定产品是否符合生产要求。在零部件检测中,机器视觉系统还能进行异物检测、瑕疵检测、缺陷检测以及装配检测等,确保产品质量。
4. 智能化与自动化:
机器视觉系统融入了深度学习、神经网络等先进技术,具备了更强的自主学习和适应能力。这使得设备能够更准确地识别各种复杂的缺陷类型,并不断优化检测算法以提高检测精度。机器视觉系统可以实现自动化检测,减少人工操作带来的误差和疲劳,提高生产线的效率。
机器视觉系统在产品检测中发挥着提升检测精度、提高检测效率、实现全面检测功能以及智能化与自动化的重要作用。这些优势使得机器视觉系统成为现代工业生产中不可或缺的一部分,为企业的产品质量和生产效率提供了有力保障。