视觉检测系统在食品制造中的应用广泛,主要包括以下几个方面:
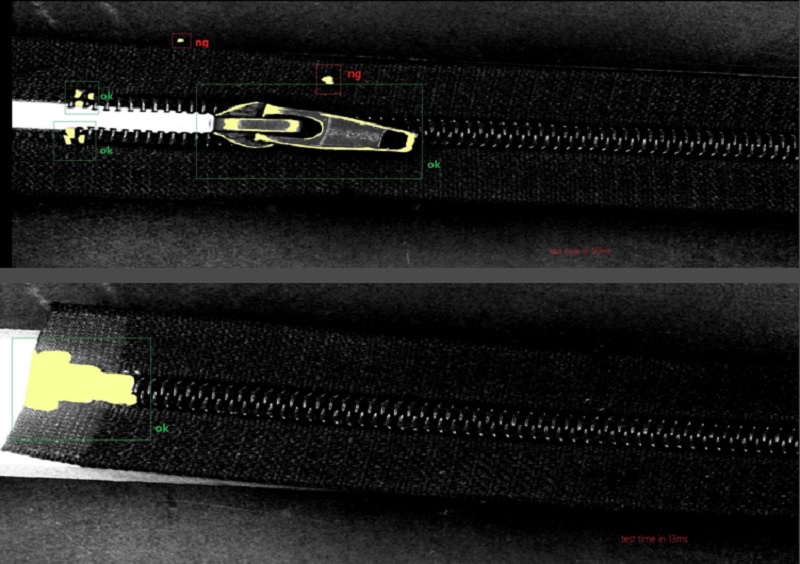
1. 外观缺陷检测:
视觉检测系统能够高效、准确地检测食品及包装表面是否有裂纹、异物、脏污、混料等缺陷,提高产品质量和生产效率。
2. 尺寸和形状检测:
通过视觉检测技术,可以精确测量食品的长度、宽度、高度等尺寸参数,以及形状特征,确保产品符合规范要求。这对于产品的分级和质量控制至关重要。
3. 颜色检测:
颜色是食品质量评价的重要特征之一。视觉检测系统能够准确识别食品的颜色,用于评价食品的新鲜度、成熟度等,从而确保产品质量。
4. 包装完整性检测:
视觉检测系统可以检测食品包装的完整性,如是否有破损、泄漏、变形或密封不良等问题,保障产品的安全和保质期。
5. 标签和字符识别:

视觉检测系统能够快速准确地识别产品上的条形码、二维码、生产日期、序列号等标签信息,并与数据库进行比对,提高生产效率和追溯效果。
6. 成分分析和食品安全检测:
视觉检测系统还可以用于分析食品的成分,如水分、脂肪和蛋白质的含量,以及检测食品中的添加剂、防腐剂、有害物质(如细菌、病毒和农药残留)等,确保食品的质量和安全性。
7. 具体应用实例:
在啤酒/饮料行业中,视觉检测系统用于盒装食品外包装检测、透明瓶装饮料的液位及瓶盖缺损检测、易拉罐包装饮料和罐头食品等外形检测等,确保产品的包装质量和生产效率。
视觉检测系统在食品制造中发挥着重要作用,从原料到成品,从外观到内在质量,都能提供全面、准确的检测手段,保障食品的安全性和质量。