随着工业4.0时代的到来,机器视觉在智能制造业领域的作用越来越重要,机器视觉技术是如何工作的、它为什么是实现流程自动化和质量改进的正确选择等。
机器视觉技术,是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科。机器视觉主要用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,用于实际检测、测量和控制。机器视觉技术的特点是速度快、信息量大、功能多。
什么是机器视觉?
机器视觉的定义:机器视觉就是使用光学非接触式感应设备自动接收并解释真实场景的图像以获得信息控制机器或流程。
机器视觉就是为了流程控制或检测所制造的产品而从数字图像中自动提取信息,看下图示范:

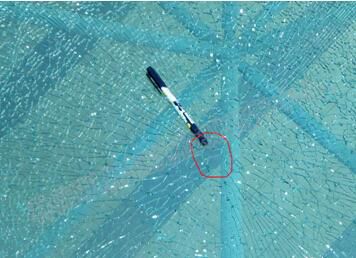
▲图1网纱孔的尺寸测量和缺陷检测示例
当网纱移动经过检测传感器时,检测传感器将会触发视觉系统发出频闪光,拍下网纱的照片。采集到网纱的图像并将图像保存到内存后,视觉软件将会处理或分析该图像,图像采集部分接收模拟视频信号通过A/D将其数字化,或者是直接接收摄像机数字化后的数字视频数据;图像采集部分将数字图像存放在处理器或计算机的内存中;处理器对图像进行处理、分析、识别,获得测量结果或逻辑控制值;处理结果控制流水线的动作、进行定位、纠正运动的误差等。

机器视觉的优势究竟有哪些?
虽然人类视觉擅长于对复杂、非结构化的场景进行定性解释,但机器视觉技术则凭借速度、精度和可重复性等优势,擅长于对结构化场景进行定量测量,举例来说,在生产线上,机器视觉系统每分钟能够对数百个甚至数千个元件进行检测。配备适当分辨率的相机和光学元件后,机器视觉系统能够轻松检验小到人眼无法看到的物品细节特征。
另外,由于消除了检验系统与被检验元件之间的直接接触,机器视觉技术还能够防止元件损坏,也避免了机械部件磨损的维护时间和成本投入。通过减少制造过程中的人工参与,机器视觉技术还带来了额外的安全性和操作优势。此外,机器视觉技术还能够防止洁净室受到人为污染,也能让工人免受危险环境的威胁。