
药品缺陷检测中机器视觉技术的应用
众所周知,食品药品关系到人类的生命健康,已经不允许哪怕是0.1%的缺陷存在。如果因为药品的质量问题而…
众所周知,食品药品关系到人类的生命健康,已经不允许哪怕是0.1%的缺陷存在。如果因为药品的质量问题而…
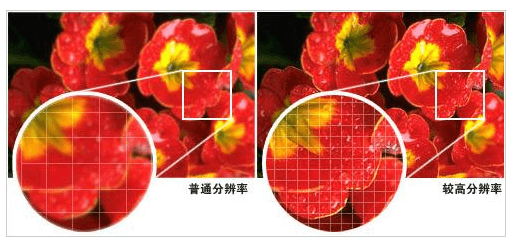
如果是动态拍照,运动速度是多少?根据运动速度选择曝光时间以及是否需要逐行扫描的相机;而相机的桢率(高…

智能制造领域的机器视觉发展趋势:1、软硬件技术不断突破,企业可以智造需求为导向加速研发工业视觉解决方…

随着物联网(IoT)、机器视觉、穿戴辅助装置与其他自动化技术应用比例越来越高,让现代化仓储呈现出为不…

在选择机器视觉系统时,面对不同公司的视觉软件包,该如何作出正确的选择?要考虑哪些因素?这些一直是客户…
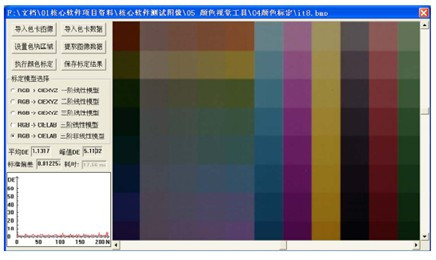
产品颜色检测是基于机器视觉检测技术的检测功能之一,其可提供色差测量、颜色监测、颜色识别、颜色检测、整…
随着工业4.0时代的到来,我们的生产更加智能化,智能化的生产让我的生产成本更低,质量把控的更好, 在…
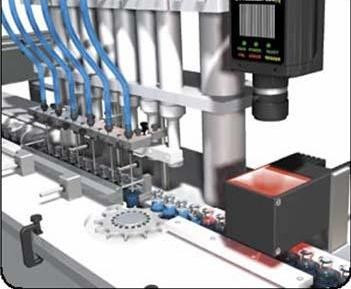
在机器视觉技术普及之前,自动化生产线上大量使用了光电技术来辅助人工进行部分检测工作。随着科技的进步,…

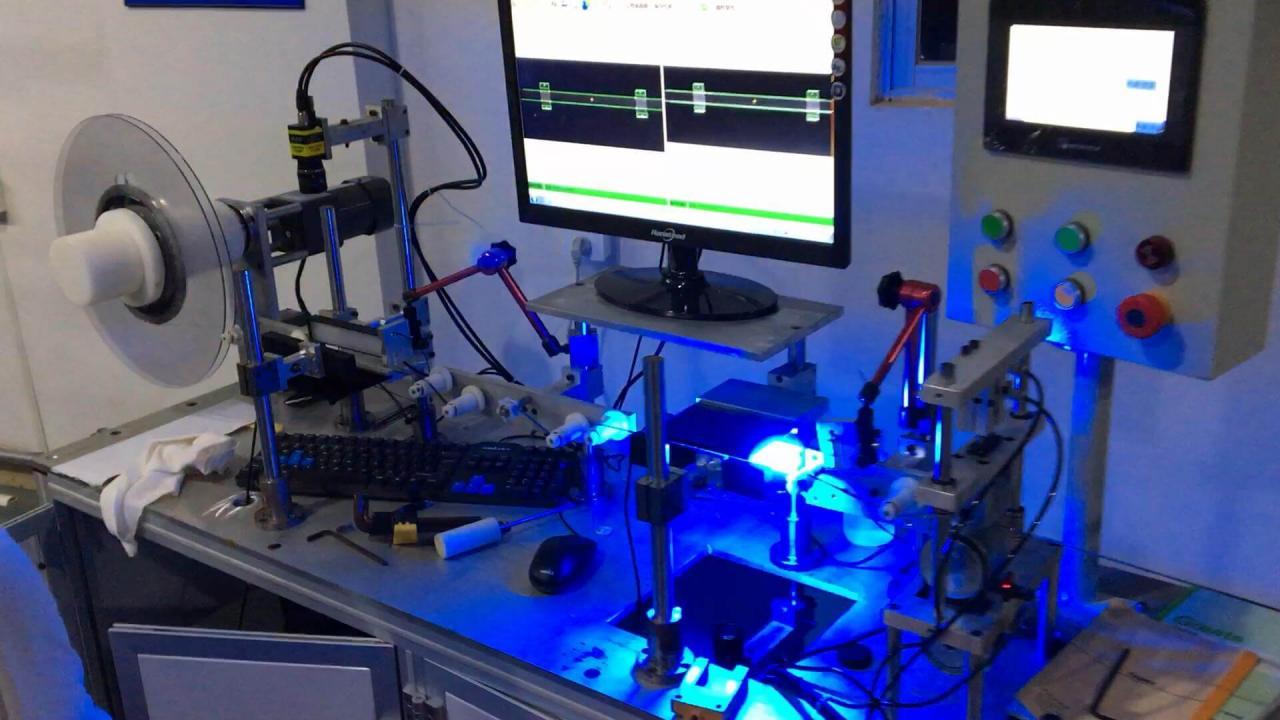
在视觉检测设备应用中,光源通常会有环形光源、背光源、条形光源这几种。下面我们来一一简单介绍一下这些光…

